Tehnički detalji i obrada
 |
SečenjeEKSALbond i I-BOND se mogu seći radioničkim testerama ili giljtinom. Voditi računa o pravilnom postavljanju panela u alat. Testera sa karbidnim zupcima (CT)
|
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
 |
SmicanjeEKSALbond i I-BOND se lako seku smicanjem. Ova metoda izaziva malu deformaciju panla na mestu gde sečivo preseca panel. Voditi računa da držači ne oštete površinu panela. |
||||||||||||
 |
ŠtancovanjeEKSALbond i I-BOND paneli svih debljina se mogu štancovati standardnim mašinama za štancovanje metala. Za uredan rez koristiti oštre alate sa minimalnim toleranicijama (0.1mm). Štancovanje izaziva minimalnu deformaciju po konturi sečenja. Minimalni prečnik otvora koji se štancuje je 4mm, kao i razmak između ivica otvora. |
||||||||||||
 |
Sečenje oblika i konturaEKSALbond i I-BOND paneli se mogu seći na CNC obradnim centrima, water
jet mašinama i specijalnim stonim testerama (koristiti sppecijalna sečiva za
aluminijum) |
||||||||||||
 |
SavijanjeKoristite specijalnu mašinu za savijanje. |
||||||||||||
 |
RolovanjeEKSALbond i I-Bond se mogu rolovati na mašini sa 3 ili 4 valjka. Obavezno prilagodite pritisak uvodnog valjka i obezbedite potpunu čistoću radnih površina valjaka. Zaštitnu foliju skinuti tek nakon završetka rolovanja kako bi se izbegla oštećenja. |
||||||||||||
 |
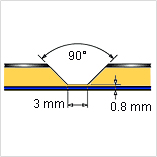
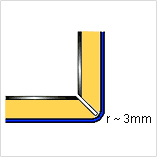
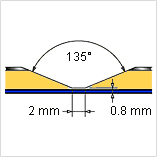
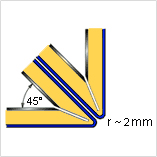
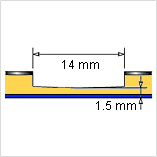
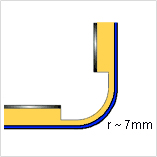
Žljebovanje i savijanjeEKSALbond i I-BOND kompozitni paneli se jednostavno oblikuju žljebovanjem. Preporučuje se korišćenje CNC obradnog centra za frezovanje žljebova odgovarajuće dubine i nagiba stranica.
|
||||||||||||
 |
BušenjePaneli se lako buše uz upotrebu odgovarajućih burgija za aluminijum. |
||||||||||||
 |
NitovanjeZa najbolje rezultate koristite aluminijumske nitne. |
||||||||||||
 |
ŠrafljenjeKoristite vijke za spoljnu upotrebu Koristite vijke prilagođene za aluminijum i spoljnu upotrebu ili vijke od nerđajućeg čelika sa odgovarajućom podloškom. Vodite računa da ne oštetite panele preteranom upotrebom sile. |
||||||||||||
 |
LepljenjeLepila za metal i univerzalna lepila |
||||||||||||
 |
Mehanička veza - štipaljkaOva veza se može ostvariti bez ikakvih problema sa odgovarajućim prihvatnim profilom - štipaljkom. |
||||||||||||
Opšta svojstva
|

